 Faire sous-traiter des pièces en tôles implique différentes contraintes d'ordre technique, de service, de logistique et de prix d'achat. Or, ce dernier aspect est déterminant puisque le prix de la « tôlerie » impacte directement sur le prix de vente du produit dans lequel ces pièces ou ensembles de tôlerie sont intégrés.
Faire sous-traiter des pièces en tôles implique différentes contraintes d'ordre technique, de service, de logistique et de prix d'achat. Or, ce dernier aspect est déterminant puisque le prix de la « tôlerie » impacte directement sur le prix de vente du produit dans lequel ces pièces ou ensembles de tôlerie sont intégrés.
L'acheteur sollicite ainsi plusieurs sous-traitants tôlerie afin d'obtenir le tarif le plus compétitif, correspondant souvent à un montant égal ou inférieur au prix cible … et il est admis que le poste « tôlerie » peut avoir un impact considérable sur le prix du produit final.
Pour ce faire, l'acheteur peut être alors amené à délocaliser les productions tôlerie dans des pays « à bas coût », ou de négocier les prix, parfois de manière « déraisonnable » pour le sous-traitant.
Dans ce contexte, deux questions principales se posent : comment arriver à sous-traiter la production des pièces et des ensembles en tôle tout en respectant le prix cible ? … Mais également, comment bâtir une relation constructive entre acheteur et sous-traitant ?
Pour la réalisation de cet article, Metal-Interface a interrogé Frédéric LAVAL, PDG de la société TIDEE spécialisée dans la sous-traitance en tôlerie fine industrielle.
Prix objectif ou prix à atteindre : mettre les « cartes sur table » pour l'obtenir !
Le prix à atteindre n'est pas forcément corrélé avec le coût réel de production. Il peut donc être difficile, pour le sous-traitant, de pouvoir réaliser les pièces dans l'objectif prix qu'attend l'acheteur.
 Pour répondre à cette problématique, l'acheteur et le sous-traitant peuvent ensemble « co-construire » l'offre permettant d'atteindre le prix souhaité. En effet, de part son expertise métier, le sous-traitant a toutes les cartes en main pour devenir l'interlocuteur de choix de l'acheteur. A partir des multiples contraintes liées aux pièces à produire, le sous-traitant peut ainsi proposer des solutions d'optimisation de la conception, de l'industrialisation, et voire même du process de production, ceci afin d'atteindre le prix ciblé.
Pour répondre à cette problématique, l'acheteur et le sous-traitant peuvent ensemble « co-construire » l'offre permettant d'atteindre le prix souhaité. En effet, de part son expertise métier, le sous-traitant a toutes les cartes en main pour devenir l'interlocuteur de choix de l'acheteur. A partir des multiples contraintes liées aux pièces à produire, le sous-traitant peut ainsi proposer des solutions d'optimisation de la conception, de l'industrialisation, et voire même du process de production, ceci afin d'atteindre le prix ciblé.
La première étape pour l'acheteur est donc d'apporter au sous-traitant toutes les informations concernant le projet, et notamment les contraintes et le contexte de la production à réaliser :
- les plans, une ébauche, etc.
- les matières et les finitions,
- le spectre des contraintes techniques, comme les conditions dans laquelle la pièce est employée. Par exemple, l'alimentaire nécessitera des matières spéciales comme l'inox,un revêtement ou une peinture particulière. Un produit soumis à l'air marin nécessitera une attention particulière pour éviter la corrosion sur les métaux. Les contraintes de service ou logistiques, etc.
- le volume et éventuellement la récurrence,
- le prix à atteindre.
A partir de ces éléments, le sous-traitant, en corrélation avec son équipement de production, de ses capacités logistiques (stockage tampon, gestion logistique, etc.) et de ses compétences en bureau d'étude et industrialisation, est en mesure de faire des propositions pour améliorer le projet.
Pour illustrer ces propos, Frédéric Laval nous partage un exemple concret permettant de comprendre tout l'intérêt de cette « co-construction ».
Le contexte du produit pris pour exemple consiste dans la relocalisation en France d'une activité de tôlerie fine réalisée en « low-cost » pour des radiateurs à inertie.
Frédéric Laval précise : « le positionnement produit nécessitait un prix objectif ambitieux, que nous avons pu atteindre grâce à plusieurs optimisations sur les pièces, tout comme sur l'application peinture du blanc brillant. »Ci-après sont présentés plus en détail les optimisations réalisées par la société TIDEE dans ce projet de radiateurs à inertie, dans l'objectif d'atteindre ce prix cible et rapatrier la production en France.
- les plans, une ébauche, etc.
Remplacement de la phase d'emboutissage coûteuse en outil et optimisation de la soudure
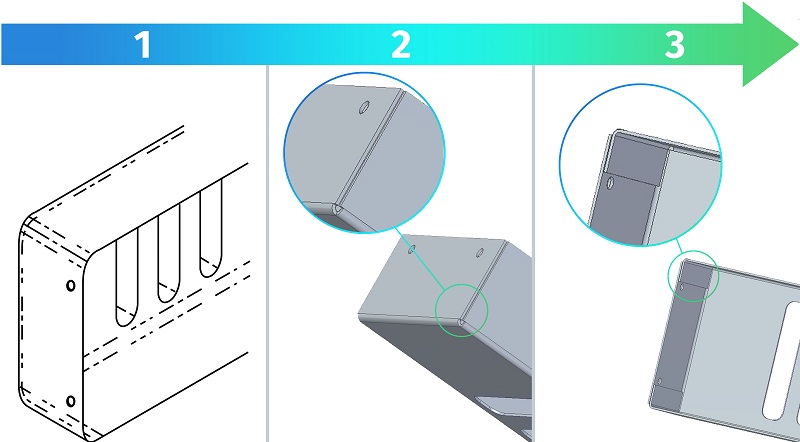
La conception de départ était réalisée via une opération d'emboutissage. 4 longueurs de pièces étaient à produire et les quantités étaient trop faibles pour amortir le développement et la fabrication d'un outil d'emboutissage (d'un coût de 50 000 €). Schéma repère 1.
Dans un premier temps, le bureau d'étude envisagea de découper les pièces sur une poinçonneuse CN, puis de les plier sur une presse plieuse CN. Il était alors prévu ensuite que les 4 chants soient soudés, brasés, puis meulés afin d'avoir une bonne qualité de finition. Schéma repère 2.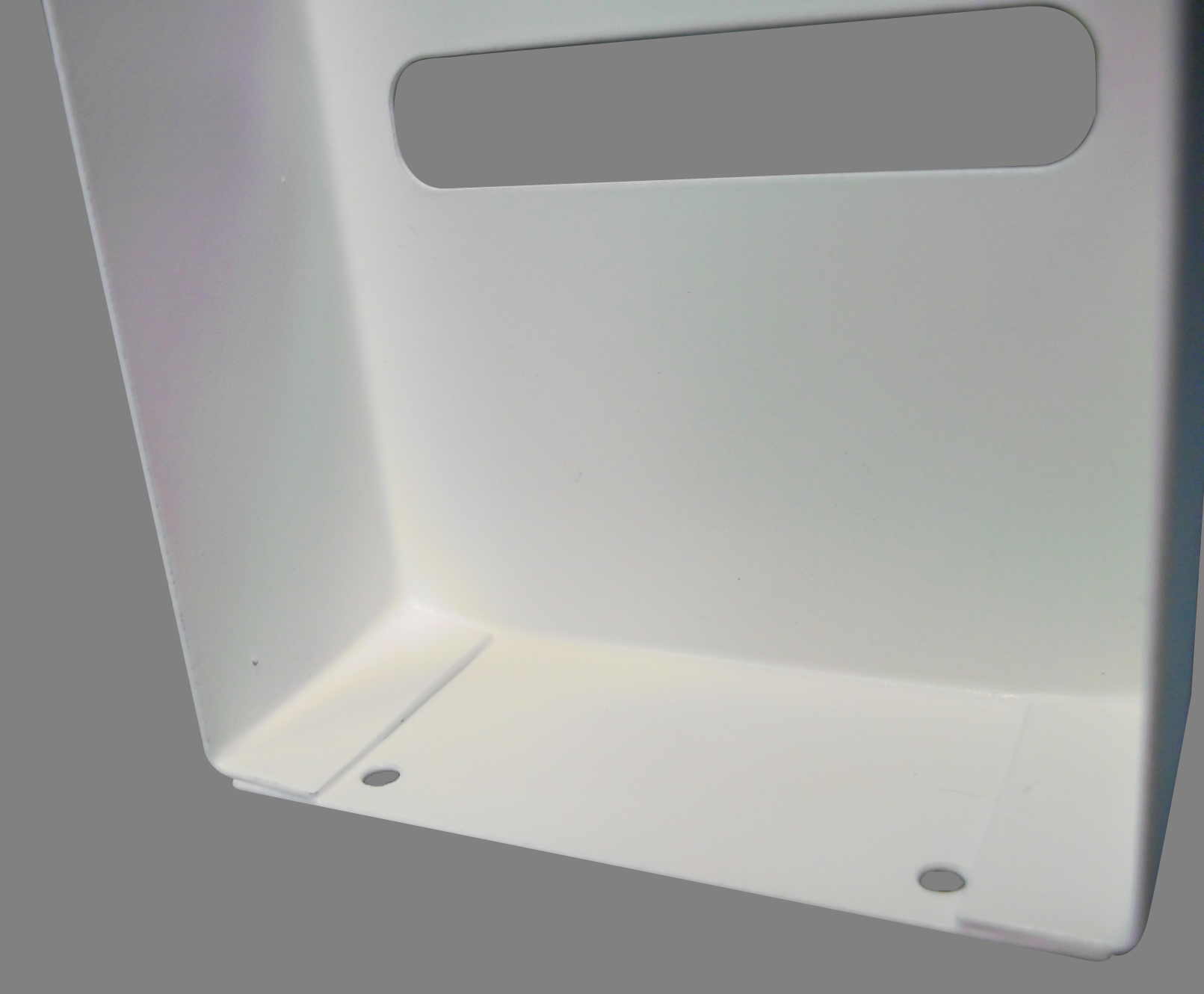 Et Frédéric Laval explique que « la proposition complémentaire de notre service Méthode a permis d'optimiser encore plus le projet. Ainsi, il a finalement était décidé que les pièces soient découpées sur une poinçonneuse CN, puis pliées sur presse plieuse CN avec création de petits plis en bout. Seul deux points de soudure par résistance étaient nécessaires sur chaque pli. La longueur intérieure des pièces a alors été augmentée de 2 fois l’épaisseur afin pour voir procéder au montage sur les autres pièces de l’ensemble.» Schéma repère 3.
Et Frédéric Laval explique que « la proposition complémentaire de notre service Méthode a permis d'optimiser encore plus le projet. Ainsi, il a finalement était décidé que les pièces soient découpées sur une poinçonneuse CN, puis pliées sur presse plieuse CN avec création de petits plis en bout. Seul deux points de soudure par résistance étaient nécessaires sur chaque pli. La longueur intérieure des pièces a alors été augmentée de 2 fois l’épaisseur afin pour voir procéder au montage sur les autres pièces de l’ensemble.» Schéma repère 3.Ainsi, cette optimisation a entraîné une évolution de la conception de la pièce afin qu'elle puisse être pliée, et une amélioration de son design. L'outil d'emboutissage n'était donc plus nécessaire. Cette solution évita aussi les problèmes liés à l’aspect des pièces (finition) et a permis d'économiser les opérations de brasure et de ponçage.
Utilisation du panneautage et suppression du sertissage d'une cosse
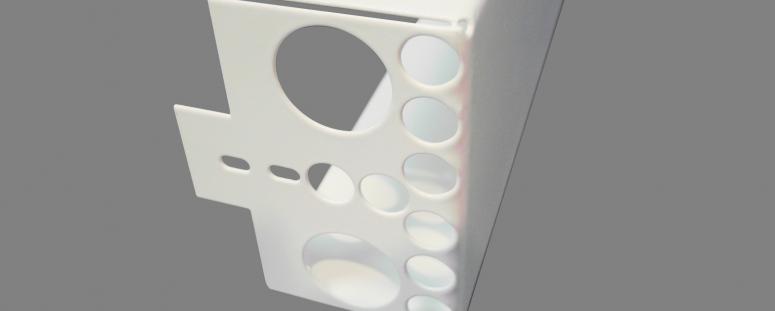
« Sur une des pièces, un tenon dépassait de l'axe du pli, ce qui empêchait le pliage, sauf à agir en 2 phases de travail successives. Mais cela impactait le temps de cycle, nous éloignant ainsi du prix objectif. De plus, le panneautage de la pièce n’était pas possible, limitant ainsi l'automatisation du pliage. Puis une opération de sertissage était également nécessaire pour la pose d’une cosse. »
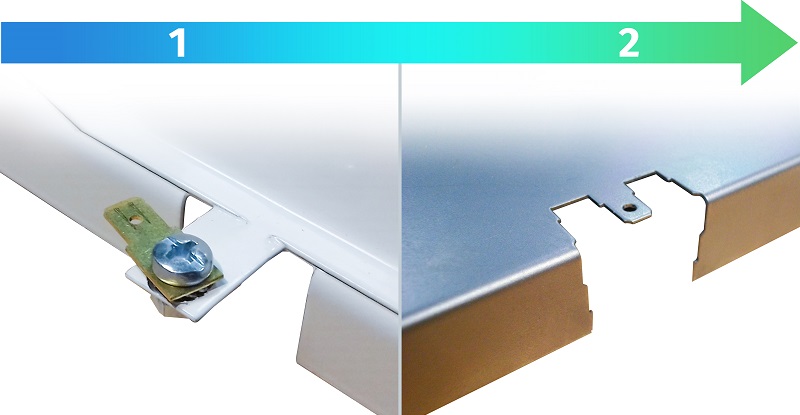
En modifiant la pièce, le panneautage de la pièce est devenu réalisable. La cosse a été supprimée, ainsi que l'opération de sertissage en dépendant. La cosse "intégrée" est maintenant réalisée en poinçonnage avec un outil spécial. Malgré cet investissement, le gain par pièce a été de 3,47 %.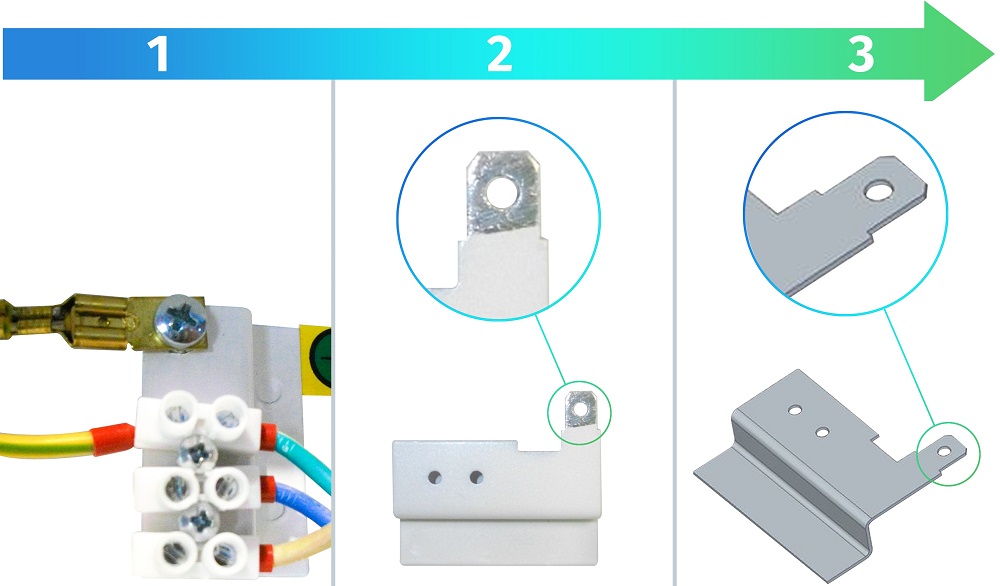
Autre exemple d'optimisation par suppression d'une cosse et intégration dans le support en tôle.
Frédéric conclut, « en travaillant sur la manière d'arriver à un prix défini par l'acheteur, nos équipes ont, à chaque appel d'offre, un vrai challenge technique. Ainsi, le projet est souvent amélioré, parfois au delà même du seul aspect budgétaire (design, fonctionnalité, etc.). C'est une solution qui pérénise aussi la relation entre le donneur d'ordre et le sous-traitant, sur une base saine où chaque partie pose clairement ses contraintes ! »
En savoir plus sur la société TIDEE !
Copyright - reproduction interdite sans autorisation écrite de Metal-Interface
Contenu
