Et si les robots de soudage permettaient aussi de produire des pièces unitaires ou de petites séries ?
C'est la question que s'est posée Metal-Interface. Ce n’est pas un sujet pris par hasard !
En effet, depuis quelques années les grandes séries se réduisent au profit de petites séries. Or la majorité (90%) des robots pour la soudure sont programmés par apprentissage. Cette technique de programmation a deux inconvénients majeurs : un temps considérable de programmation et une immobilisation importante du robot. Ce qui en fait l'ennemi des petites séries....
La programmation est donc la clé d'un fort enjeu de productivité. D'autres aspects sont également cruciaux comme la sécurité autour du robot de soudage, la maîtrise technologique du processus de soudage, etc.
Un spécialiste des logiciels de programmation hors ligne (PHL) de robots de soudage, Fabien Arnoux, Responsable Robotique de la société Alma, nous fait part de son expérience.
Cellule de soudage robotisé bi-robots chez TRUMPF à Haguenau (Bas Rhin) Les limites de la programmation par apprentissage
La programmation par apprentissage est une méthode qui consiste à réaliser le programme directement sur le robot. Le soudeur emmène manuellement le bras du robot à un point de la trajectoire puis à un deuxième point puis à un autre point et ainsi de suite. A chaque point, le soudeur demande au robot d'enregistrer les coordonnées du point, le mouvement (linéaire, circulaire, lissé ou pas, etc.), le démarrage et l'arrêt de l'arc, l'ajout des paramètres tels que le suivi de joint, etc. Tout est réalisé manuellement. A tel point qu'en moyenne, une minute de soudure robotisée nécessite une heure de programmation. Pour les grands ensembles, ce temps peut être beaucoup plus long.
 Fabien Arnoux donne un exemple : « Un client fabrique des bennes agricoles. Dans ce cas de figure, le temps de programmation par apprentissage est de 2 à 3 heures en moyenne pour 1 minute de cycle robot. En effet, le programmeur va devoir se déplacer autour de la benne qui est de très grande dimension : 7 à 8 m de long, 2,40 m de large et 1,2 m de hauteur. Pour accéder à tous les cordons de soudure, le programmeur aura même besoin d’utiliser une échelle ! »
Fabien Arnoux donne un exemple : « Un client fabrique des bennes agricoles. Dans ce cas de figure, le temps de programmation par apprentissage est de 2 à 3 heures en moyenne pour 1 minute de cycle robot. En effet, le programmeur va devoir se déplacer autour de la benne qui est de très grande dimension : 7 à 8 m de long, 2,40 m de large et 1,2 m de hauteur. Pour accéder à tous les cordons de soudure, le programmeur aura même besoin d’utiliser une échelle ! »
De ce fait, les industriels qui utilisent cette méthode de programmation limitent les pièces produites sur le robot de soudage à de grandes séries répétitives. Et Fabien Arnoux d'ajouter : « Le soudeur peaufine son programme pendant plusieurs semaines et ensuite la série va tourner pendant plusieurs années. ». En effet, seul un nombre de pièces soudées conséquent permet d'absorber le coût lié au temps de programmation par apprentissage et à la non-production due à l'immobilisation du robot. L'évolution de l'industrie tend vers la production de séries de plus en plus petites. Or, l'utilisation d’une cellule de soudage robotisé est souvent considérée comme incompatible avec la production de petite quantité. Pourtant, la programmation hors ligne (PHL) des robots apporte une réponse. Le programmeur/soudeur réalise le programme sur un ordinateur au lieu de courir entre l'outillage, le robot et la baie. Le temps de programmation est réduit et le robot n'est pas immobilisé.
L'évolution de l'industrie tend vers la production de séries de plus en plus petites. Or, l'utilisation d’une cellule de soudage robotisé est souvent considérée comme incompatible avec la production de petite quantité. Pourtant, la programmation hors ligne (PHL) des robots apporte une réponse. Le programmeur/soudeur réalise le programme sur un ordinateur au lieu de courir entre l'outillage, le robot et la baie. Le temps de programmation est réduit et le robot n'est pas immobilisé.
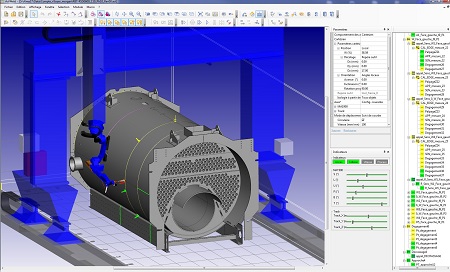
Fabien Arnoux ajoute : « Nous avons un client qui fabrique des moules pour les presses de parpaing. C'est essentiellement de la pièce unitaire ou de la très petite série de 4 ou 5 pièces. Les temps de soudure pour le moule et ses composants sont d'environ 7 heures. La programmation hors ligne lui a permis de robotiser la soudure des moules dans son atelier. »Programmer graphiquement un robot dans les meilleures conditions
La programmation d'un robot de soudure fait appel à une double compétence. Le logiciel de PHL doit être en mesure de gérer les déplacements du robot (accessibilité, déplacement, collisions, etc.) et la technologie de soudage (orientation de la torche, paramètres et position de soudage, etc.). La partie robot de la cellule est souvent conçue pour être utilisée dans des univers et pour des usages différents (soudure, manutention de pièce, pliage, etc.). De ce fait, certains logiciels sont très orientés sur les mouvements du robot et négligent parfois la dimension métier. Or, seule l'association des deux compétences permet de gagner du temps dans le processus de programmation du robot de soudage. D'autant que, les mises au point d'un programme, directement sur le robot au moment du premier test, sont fastidieuses.
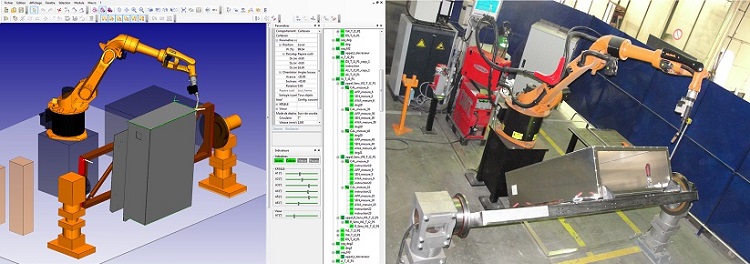
Programmation hors ligne d’un robot de soudage chez METAL FORMAGE à Puy Lévêque (Lot) Enfin, la programmation hors ligne nécessite une bonne calibration mécanique de la cellule robotique garantissant une précision correcte en déplacement cartésien (x, y, z). La baie du robot convertit les coordonnées cartésiennes en articulaires (6 axes comme un bras humain). Ainsi, l'utilisation d'un logiciel de PHL incite le constructeur du robot à calibrer avec rigueur et précision l'installation.
 La sécurité du programmeur/soudeur est aussi améliorée avec une PHL. Les longs temps de programmation par apprentissage à proximité du robot, dans des conditions difficiles augmente le risque d'une erreur humaine.
La sécurité du programmeur/soudeur est aussi améliorée avec une PHL. Les longs temps de programmation par apprentissage à proximité du robot, dans des conditions difficiles augmente le risque d'une erreur humaine.
Fabien Arnoux ajoute : « Un utilisateur chez un client s'est trompé et a lancé son robot en déplacement rapide au lieu d'un déplacement lent. Le robot l'a percuté et l'a gravement blessé. »
Avec la PHL, un soudeur peut programmer plusieurs robots de soudage et pallier les difficultés de recrutement sur un métier technique en forte tension.Zoom sur la Programmation Hors Ligne (PHL) almaCAM Weld pour les robots de soudage
La première solution de PHL
Les premiers développements d'Alma pour la programmation hors ligne des robots de soudage ont débuté en 1994 par une demande d'un industriel Grenoblois. Ce constructeur d’engins de TP était obligé d'immobiliser ses robots de soudage pendant plusieurs semaines pour réaliser les nouveaux programmes. Il souhaitait donc programmer les pièces depuis un ordinateur pour s’affranchir de cette contrainte. Pour répondre à cette problématique, les mathématiciens d'Alma, en coopération avec l'Institut de Soudure, conçoivent la première solution de PHL pour le pilotage des robots de soudure.
Ce partenariat a permis à Alma de développer une solution technique complète et performante intégrant toutes les fonctionnalités du métier de la soudure : orientation de la torche, notion de paramètres de soudage, soudure en gouttière, soudure en tirant, etc.
Automatisation et programme « Zéro Retouche »
L'objectif d'Alma est de proposer une solution qui d'une part limite au maximum les retouches sur le robot, et d’autre part automatise le processus de programmation, grâce à un logiciel ergonomique et adaptable à toutes les marques de robots. Cela se traduit à plusieurs niveaux :- - Calibration logicielle
C'est la mise à jour de la cellule virtuelle du logiciel par rapport à la cellule réelle. Elle permet de reproduire le plus fidèlement possible les mouvements cinématiques de la cellule dans le logiciel. C’est une étape primordiale pour la réussite d’une installation PHL.
 Fabien Arnoux précise : « Une bonne calibration logicielle, une bonne calibration mécanique de la cellule et l’utilisation du palpage limiteront voire supprimeront les retouches des programmes. Nous avons d'ailleurs une quinzaine d'installations qui ne nécessitent aucune retouche lors du premier test du programme sur le robot ! »
Fabien Arnoux précise : « Une bonne calibration logicielle, une bonne calibration mécanique de la cellule et l’utilisation du palpage limiteront voire supprimeront les retouches des programmes. Nous avons d'ailleurs une quinzaine d'installations qui ne nécessitent aucune retouche lors du premier test du programme sur le robot ! »- Une méthodologie rigoureuse
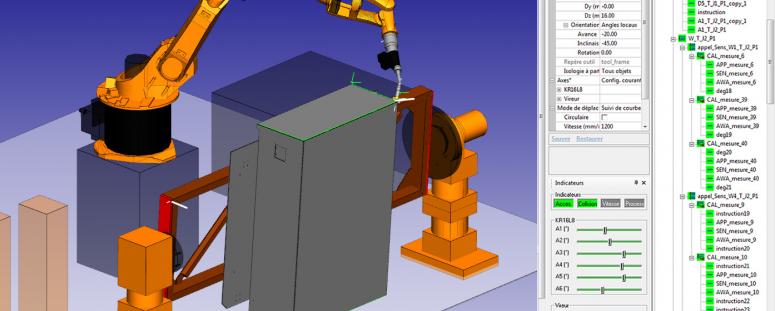
Le logiciel permet l'import en 3D de la pièce et de son outillage (gabarit) dans de nombreux formats CAO. Puis le programmeur désigne interactivement les cordons à souder en indiquant les paramètres de soudage. A partir de ces données, almaCAM Weld crée automatiquement le programme robot. Pour chaque cordon à souder, le logiciel créée automatiquement les séquences d'approche et de dégagement. Cette automatisation permet de gagner beaucoup de temps de programmation.
Le logiciel de programmation hors ligne (PHL) d'Alma permet également de valider l'outillage (gabarit de soudage) avant même sa fabrication.
- Automatisation de la programmation
Une fonction de duplication permet de copier un modèle de programme A vers un modèle B similaire avec des dimensions différentes (largeur, longueur et hauteur). L'adaptation du programme à la nouvelle pièce est automatique : les cordons sont créés automatiquement à la bonne longueur. Ainsi, un programme modèle peut se décliner en plusieurs programmes spécifiques très rapidement. Cette fonction est très utile notamment en charpente métallique, matériel agricole ou de TP, etc.
Et Fabien Arnoux de conclure : « le logiciel de programmation hors ligne est une solution rationnelle pour souder avec un robot tous les types de pièces pour tous les types de production. C’est même une solution incontournable pour continuer à produire en Europe ! »
Copyright - reproduction interdite sans autorisation écrite de Metal-Interface
Contenu