Les pièces ouvragées en tôlerie fine nécessitent souvent la succession de plusieurs opérations, affectant la productivité globale de la chaîne de fabrication.
Ainsi, comment réaliser des pièces de forme « complexe » avec un taraudage, un embouti et un ou plusieurs plis sur une seule machine ? Comment assurer un flux de production cohérent en sortie machine ? Comment optimiser le foncier, qui est souvent une contrainte, sans limiter sa capacité à investir dans des moyens de production très productifs ?
Pour répondre à ces questions, Metal-Interface s'est appuyé sur Dominik Herrmann, spécialiste des machines combinées poinçonneuse-laser chez Trumpf, qui partage son expérience de cette technologie, ainsi que ses contraintes et ses atouts.
Produire des pièces ouvragées
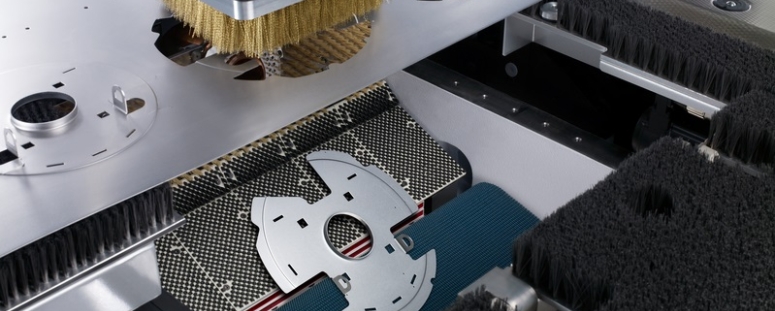
Certaines pièces très complexes en tôlerie fine nécessitent de la découpe laser, la réalisation de filetages/taraudages, des déformations (bossage, soyage, rainurage, marquage,...), des plis, etc.
Ces opérations sont très souvent réalisées sur plusieurs postes de production différents : machine de découpe laser, perceuse manuelle, poinçonneuse, presse plieuse, etc. La productivité est largement altérée par ce mode de fonctionnement. En effet, certaines opérations de reprises sont manuelles et le passage d'un poste de production à l'autre génère des temps improductifs. Au-delà de cet aspect, la circulation des pièces dans l'usine comporte des risques, comme celui de perdre ou d'abîmer certaines pièces, d'oublier une opération, d'accident ou de TMS sur les opérateurs manipulant les pièces, etc.Les combinés laser-poinçonnage peuvent apporter une solution technique intéressante, dans la mesure où de nombreuses fonctionnalités permettent de réaliser un maximum d'étapes de production sur une même machine : découpe laser, poinçonnage, taraudage, pliage, déformation, etc.
Dominik Herrmann ajoute, « l'utilisation d'une machine combinée poinçonneuse-laser se traduit par moins de manutention, moins d'opérateur et plus de sécurité. Le gain de productivité moyen constaté est de 30 % ! La gestion du planning de production est également améliorée car le temps de cycle d'une pièce est connu dès la mise en production de celle-ci. »
Optimisation du déchargement et du tri des pièces
Sur une table de découpe laser, la tôle est posée sur les grilles, et c'est le portique qui se déplace sur les axes x et y. Ce mode de fonctionnement est une contrainte pour le tri automatique des pièces car la tôle n'est pas tenue par des pinces. Le tri des pièces sur une machine de découpe laser est donc souvent réalisé manuellement.
Sur une machine combinée poinçonneuse-laser, le déchargement et le tri automatique des pièces est facilité par la bonne tenue de la tôle par des pinces, et cela même pour les pièces uniquement découpées au laser. Ainsi, dans l'optique de l'automatisation du déchargement et du tri des pièces sur un combiné laser/poinçonnage, plusieurs aspects sont à prendre en compte dans le choix de cette technologie :
- Rampe et/ou trappe d'évacuation
L'objectif de ce type d'évacuation est de décharger les pièces durant le cycle de production, en temps masqué, tout en assurant le tri des pièces. En règle générale, par une trappe qui s'ouvre sur la table de la machine, un dernier coup de poinçon permet de détacher la pièce et de la faire tomber par gravité dans un des bacs se trouvant sous la table de la machine.
Sur certaines machines, l'association du déplacement de la tôle tenue en pince et du portique, permet ainsi d'évacuer et de trier des pièces uniquement découpées. « Sur des pièces poinçonnés, les pièces évacuées peuvent être de très grande dimension (exemple : 400 x 1250mm). Les pièces sont évacuées soit sur une palette positionnée sous la machine, soit par un convoyeur. Puis les pièces peuvent être acheminées dans des caisses via des tapis roulants. », précise Dominik Herrmann.
- Déchargement pièce à pièce
Enfin, comme sur la plupart des poinçonneuses, les combinés laser/poinçonnage peuvent être équipés de système à ventouse pour décharger les pièces depuis la table de la machine pour une dépose en pile sur des palettes. L'inconvénient majeur de cette solution technologique est que la machine ne produit pas durant l'opération de préhension d'apréhension et de dépose de la pièce par le bras à ventouses.
Foncier ou comment produire sur un minimum d'espace
L'espace disponible dans les usines est souvent limité. C'est une difficulté à prendre en compte lors de l'investissement dans une ligne de production. C'est d’ailleurs une contrainte représentant un frein dans l’investissement de machines plus productives. En effet, le foncier n'est parfois tout simplement pas disponible ou très onéreux.
Dominik Herrmann explique : « au Japon, la place est un vrai problème. C'est d'ailleurs le premier argument des industriels lors de l'achat d'un nouvel équipement de production. Les usines investissent dans des machines avec énormément de fonctions sur très peu d’espace ! Le Japon est un cas extrême, mais le problème de place existe dans quasiment tous les pays européens, et même aux USA.» Les machines combinées apportent une partie de la réponse, cumulant sur une même machine plusieurs opérations différentes.
Par contre, le système de table qui se déplace sur les deux axes y et z nécessite beaucoup de place autour de la machine. En effet, habituellement, sur une machine combinée poinçonneuse-laser, la tête est fixe. C'est la table qui se déplace sur l'axe x et y, nécessitant une zone importante disponible autour de la machine. Une nouvelle fonctionnalité de machine a été récemment mis en place, en déplaçant la tête sur un des axes au lieu de la table pour réduire l'encombrement de la machine.
« Jusqu’à présent, pour toutes les machines du marché, les tables/tôles se déplaçaient sur les deux axes x et y. En limitant le déplacement de la tôle sur l'axe x uniquement, l'espace nécessaire autour de la machine (en y) est réduit de l'ordre de 2 à 3 mètres. La tête de poinçonnage et laser se déplace sur l'axe y à l'image du fonctionnement d'une table laser. »
Ce fonctionnement permet d'avoir des panneaux de protection (pour protéger du faisceau laser) directement autour de la table sans avoir besoin de prévoir un espace complémentaire autour de la machine. L'accessibilité peut également être améliorée par la mise en place de panneaux amovibles.
L'introduction d'une machine combinant la découpe laser et le poinçonnage ouvre ainsi de nouvelles possibilités de marché, notamment pour le sous-traitant tôlerie. Et Dominik Herrmann de conclure que, « en travaillant l'espace de la machine, ses fonctionnalités de déchargement et ses fonctions technologiques, la machine combinée poinçonneuse-laser peut apporter une vrai souplesse et beaucoup de productivité ».
Copyright - reproduction interdite sans autorisation écrite de Metal-Interface
Contenu